Kod brušenja gornji disk (buduće zrcalo) mičemo uz pritisak amo-tamo po donjem disku (alatu) koji je namazan tankim slojem ovlaženog brusnog praha. Ovisno o načinu izvođenja pokreta i finoći brusnog praha gornji disk se brže ili sporije dubi pri ćemu oblik udubine ovisi o pokretima kod brušenja. Zbog toga se koristi nekoliko različitih vrsta pokreta sa različitim utjecajem na oblik i produbljivanje udubine na zrcalu. Da stvari što zornije prikažemo, poslužit ćemo se grafičkim prikazom izvođenja pokreta. Kod skica pokreta skicira se pogled na alat odozgo i na njemu se označi put koji kod izvođenja pokreta prelazi središte zrcala.
Kod osnovnog pokreta zrcalo se postavlja na alat centrično. Na zrcalo lagano stavimo obje ruke i uz umjereni pritisak mičemo zrcalo naprijed natrag tako da središte zrcala prelazi preko središta alata. Po tome je pokret dobio ime centralni ili poprečni, jer središte zrcala putuje preko središta alata. Dužina pokreta izražava se u dijelovima promjera zrcala, tako da npr. pokreti od 1/2 promjera znaće da kod micanja zrcala naprijed-natrag njegovo središte prevaljuje put otprilike jednak polovini promjera zrcala. Kad na ovaj način napravimo 6 do 10 pokreta naprijed-natrag, zaokrenemo zrcalo za neki kut (recimo 30 do 40 stupnjeva) udesno, a alat za nešto manji kut (10 do 15 stupnjeva) ulijevo pa opet napravimo 6 do 10 pokreta, itd. Ako je alat fiksiran, npr. na popularnoj bačvi, umjesto da alat zaokrećemo, pomaknemo se mi za taj kut oko njega. Ovdje je VAŽNO istaknuti da niti dužinu pokreta, niti kuteve okretanja ne smijeno izvoditi precizno. Naime, pokušaj da oni budu uvijek apsolutno jednaki dovodi do periodičkih odstupanja plohe zrcala od sfernog oblika što se kasnije teško ili nikako ne može ispraviti. Važno je samo da prosječna duzina pokreta i prosječni kutevi zakretanja budu slični navedenim vrijednostima.
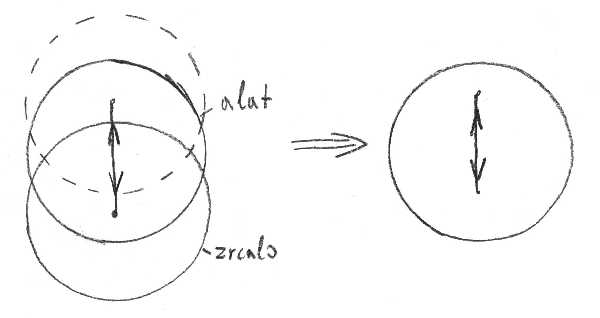
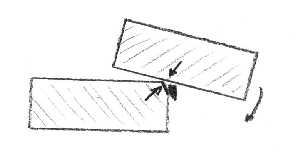
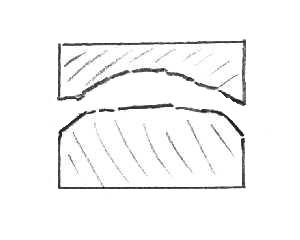
Pogledajmo sad malo podrobnije što se kod ovakvog pokreta dešava sa zrcalom i alatom. U trenutku kad su zrcalo i alat točno jedan na drugome, podjednako su opterečene sve točke i alata i zrcala. Međutim, kad se zrcalo izmakne u krajnji položaj površina dodira izmedu zrcala i alata se smanjuje pa se opterečenje na preostaloj površini dodira povečava.
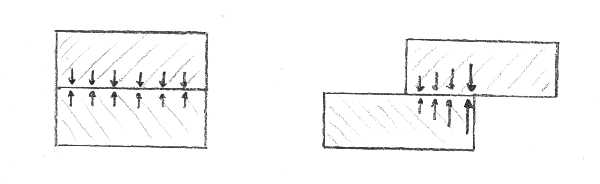
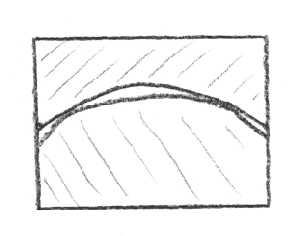
Brzina brušenja ovisna je o opterečenju, pa će se sad više trošiti dijelovi alata i zrcala koji su u tom trenu u dodiru. A to su kod alata rubni, a kod zrcala središnji dijelovi diska. Na taj način zrcalo postaje udubljeno a alat ispupčen. Nastala ploha je približno sfernog oblika zato jer kod ploha čiji oblik nije sferan dolazi do kontakta samo u nekim točkama plohe, pa se ti dijelovi vrlo brzo izbruse i oblik plohe se automatski približava sfernom. Jedino dvije sferne plohe istog polumjera zakrivljenosti možemo micati jednu po drugoj, a da pri tome one uvijek budu u svim svojim točkama u dodiru. Ovaj jednostavan geometrijski princip i ovisnost brzine brušenja o pritisku omogučavaju nam da izradimo sferne plohe vrlo velike preciznosti!
Stalno zakretanje alata i zrcala služi tome da se i alat i zrcalo jednako bruse po svim svojim promjerima. Kad bismo izostavili ovo zakretanje, dobili bismo umjesto sferne, cilindričnu plohu, koja je za nas neupotrebiva (cilindrične plohe se upravo tako i bruse!).
Što je centralni potez duži, brže se stvara udubina na zrcalu. Međutim, kod pokreta dužih od 2/3 promjera može doći do odvajanja (klackanja) zrcala od alata što se pod svaku cijenu mora izbjeći jer ovakvo klackanje zbog naglog opterečenja ruba alata obično dovodi do odlamanja komadića stakla s alata i paranja plohe zrcala.
Zbog toga se centralni pokreti duži od oko 2/3 promjera ne koriste. Vrlo brzo se stekne osjecaj kod koje dužine pokreta zrcalo postaje nestabilno pa brusač automatski skrati pokrete da izbjegne klackanje zrcala. Pored toga, kod dugih centralnih pokreta (ovo su pokreti dužine 1/2 do 2/3 promjera) ploha zrcala i ploha alata ne dobijaju sferni vec hiperbolični oblik.
Hiperbolične plohe se vrlo brzo i lako dovode u sferni oblik kračim centralnim potezima (potezima dužine oko 1/4 promjera). Dugi centralni potezi koriste se na početku grubog brušenja da bi se što prije iskopala potrebna udubina zrcala. Kad je udubina iskopana, plohe se dovedu u sferni oblik kračim potezima koji se onda dalje koriste i kod finog brušenja.


Kod zrcala većih promjera "kopanje" udubine centralnim potezima vrlo je sporo, bez obzira na dužinu poteza. Zbog toga se često koristi tzv. forsirano brušenje koje se sastoji od toga da se sredina zrcala miče po tetivama alata, vrlo blizu njegovom rubu. Ovakvi potezi vrlo brzo bruse udubinu zrcala, ali je dobiveni oblik izrazito nepravilan, obično stepenast.
Ako se koriste forsirani potezi, prelazi se na duge centralne poteze kad udubina dosegne potrebnu vrijednost, ili je čak malo i premaši, jer će se kod približavanja obliha plohe sfernom udubina malo smanjiti. Na kraju se opet prijeđe na kratke centralne poteze da bi se ploha dovela što bliže sfernom obliku. Još jedan nedostatak centralnih poteza je taj da neki puta mogu dovesti do pojave zona na zrcalu koje su obično posljedica prepravilnog ponavljanja pokreta brušenja. Da se to izbjegne može se na kraju grubog brušenja umjesto kratkog centralnog poteza početi koristiti "W" potez.
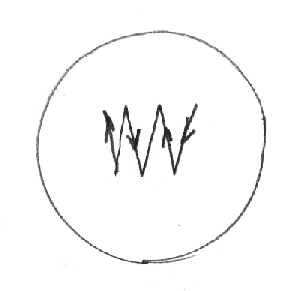
Kod ovog poteza, koji se uglavnom koristi za fino brušenje i poliranje, možemo mijenjati dužinu poteza i njegovu širinu. Tipičan W potez ima dužinu izmedu 1/4 i 1/3 promjera zrcala i širinu oko 1/5 promjera zrcala. Variranjem dužine i širine "W" poteza, mjesta na kojem se on izvodi i mjesta pritiska na zrcalu postize se većina korekcija kod završnog poliranja, no o tome više kasnije. Kod brušenja se “W” potez izvodi kao centralni potez, tj. središte “W” figure koju opisuje središte zrcala uvijek se nalazi u blizini središta alata.
Recimo još samo to da, u slučaju da smo pretjerali s "kopanjem" i dobili preveliku udubinu na zrcalu, grešku vrlo jednostavno možemo ispraviti tako da na kratko zamijenimo mjesta alata i zrcala. Dakle zrcalo dolje, a alat gore. Sad će se više trošiti rub zrcala i sredina alata pa će se udubna smanjiti. OPREZ: ovo je vrlo efikasno, pa često kontrolirajte udubinu, da je nebi previše smanjili! Kod ovakvog “vračanja” udubine koristite kraće "W" ili centralne poteze.
Svrha grubog brušenja je da se što prije i sa što manje napora u staklenom disku izradi udubina približno sfernog oblika i potrebne dubine. Zbog toga se u ovoj fazi za rad koristi najgrublji karborundum. Može se bez ikakvog problema koristiti i korund, ako do karbunduma ne možemo doći. Jedina razlika je u tome da korund sporije “grize” staklo, pa ćemo na kopanje udubine morati utrošiti više vremena. Finoća karborunduma sa kojim ćemo raditi ovisi o veličini staklenog diska i udubini koju je potrebno napraviti. Ako je stakleni disk velik ili je udubina duboka (recimo više od nekoliko mm) grubo brušenje započinje se prahom finoće 70 ili čak 40. Kod diskova promjera oko 15 cm uz dubine plohe od 1 do 2 mm, ovaj prah je pregrub pa je bolje grubo brušenje započeti sa praškom finoće 120. Kod zrcala manjeg promjera i kad su udubine manje od 1 mm, može se početi brusiti i sa praškom finoće 220. Naime, moramo računati da nam za svaku frakciju (tj. finoću brusnog praha) treba oko 1 do 2 sata brušenja da bismo uklonili tragove brušenja prethodnom, grubljom frakcijom. Ako je udubina mala, isplati se potrošiti nešto više vremena na grubo brušenje finijom frakcijom jer tada otpada tih sat do dva brušenja koje bismo ionako tom frakcijom morali odraditi da uklonimo tragove grublje frakcije kojom smo tako brzo izradili želejnu udubinu.
Ovdje je iskustvo najbolji vodić. Zbog toga je uvijek dobro voditi dnevnik brušenja u koji se zapisuju najbitiniji podaci o postupku brušenja: frakcija, potezi, vrijeme brušenja i postignuti rezultati (npr. udubljenje zrcala po završetku rada).
Kod grubog brušenja koriste se ili dugi centralni potezi ili forsirani potezi. Forsirani potezi obično se koriste kod većih zrcala (promjera 15 cm i više ) i kad su udubine veće od nekoliko mm. Brusni prah miješamo sa vodom tako da dobije oblik blata ili paste. Grubi prah gotovo odmah se slegne na dno posude, a ako iznad njega zaostane nešto vode, ne smeta. Žlićicom zagrabimo prah i nanesemo ga preko cijele plohe alata sa nekoliko poteza. Zrcalo postavimo odozgo, i sa dva-tri lagana kružna poteza rasporedimo brusni prah preko cijele plohe zrcala jednoliko. Tek tada započinjemo sa brušenjem. Grubi brusni prah brzo se usitnjava pa ga često treba dodavati. Kod dodavanja odvojimo staklene diskove i kao i prije nanesemo novi prah na alat. Prah se dodaje kad se zvuk brušenja utiša, što je siguran znak da se prah između zrcala i alata usitnio. S vremena na vrijeme treba zrcalo i alat oprati vodom da se ukloni stari prah i smrvljeno staklo. Otprilike svakih pola sata, a pred kraj grubog brušenja i češće, treba kontrolirati udubinu zrcala. Kod grubog brušenja možemo istrošeni prah sakupiti (mnogo ga jednostavno bude izgurano sa alata prilikom brušenja). Sakupljeni prah isperemo vodom tako da ga stavimo u neku posudu, zamutimo, pričekamo 5-6 sekundi i odlijemo vodu koja ostaje iznad staloženog praha. U vodi će ostati čestice stakla i smrvljenog praha koje ćemo tako dovojiti od još dobrog praha na dnu posude. Postupak pranja ponovimo 2-3 puta. Na taj način možemo dosta uštedjeti na utrošenom prahu. Kod finog brušenja ovo ne smijemo raditi jer dolazimo u opasnost da na zrcalo vratimo neko zaostalo zrno grublje frakcije i izgrebemo ga njime, a uz to je količina finog praha potrebna za brušenje znatno manja, pa zaista ne vrijedi riskirati.
Pred kraj grubog brušenja moraju se forsirani potezi zamijeniti centralnim da bi se oblik plohe priblizio sferi. Koristimo nešto kraće centralne poteze (1/2 do 1/3 promjera) da bi se popravio oblik plohe koju brusimo. Grubo brušenje prekida se kad je udubina nešto manja od potrebne. Vrlo je teško reći koliko je to nešto manje jer će se udubina povečavati i kod finog brušenja, ali mnogo sporije. Kod zrcala uobičajenog F/ broja (izmedu F/5 i F/10) grubo brušenje treba prekinuti kad udubina bude 0,05-0,1 mm manja od potrebne. Po završetku grubog brušenja moramo dobro oprati zrcalo, alat i radni stol. Zaostane li kod toga ma i jedno zrno grubog brusnog praha, ono može kasnije doći između zrcala i alata i u hipu izgrebsti zrcalo. U tom slučaju preostaje nam samo da fino brušenje ponovimo od početka, a to može značiti desetak sati rada koji se mogao izbjeći pažljivijim pranjem i čišcenjem. Ako možemo, dobro je ispod alata podmetnuti plastičnu foliju koju na kraju brušenja određenom frakcijom jednostavno bacimo i stavimo novu foliju umjesto nje.